
板金のスポット溶接とは?【材料加工の基礎解説】
皆さんはスポット溶接を使用したことはありますか?
通常の溶接と異なり、簡単に溶接を行うことができます。
今回は板金のスポット溶接について解説していきたいと思います。
スポット溶接とは?
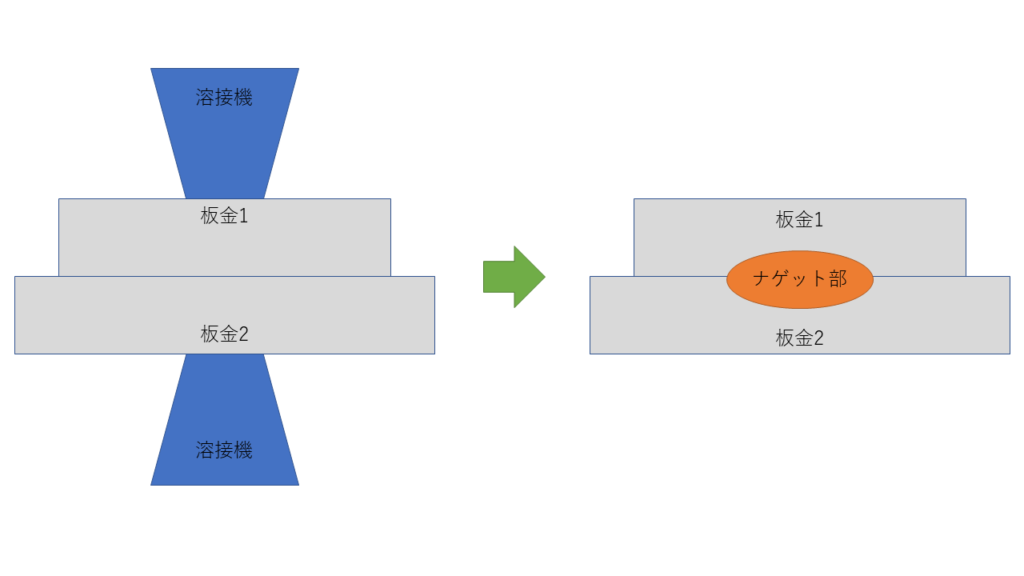
スポット溶接とは、2枚の板金を重ね、間に電流を流して一部を融かすことで接合する方法のことを指します。
通常の溶接と異なり、溶接棒のような板金以外の材料を必要としません。
このとき、融かした接合部のことをナゲットと呼びます。
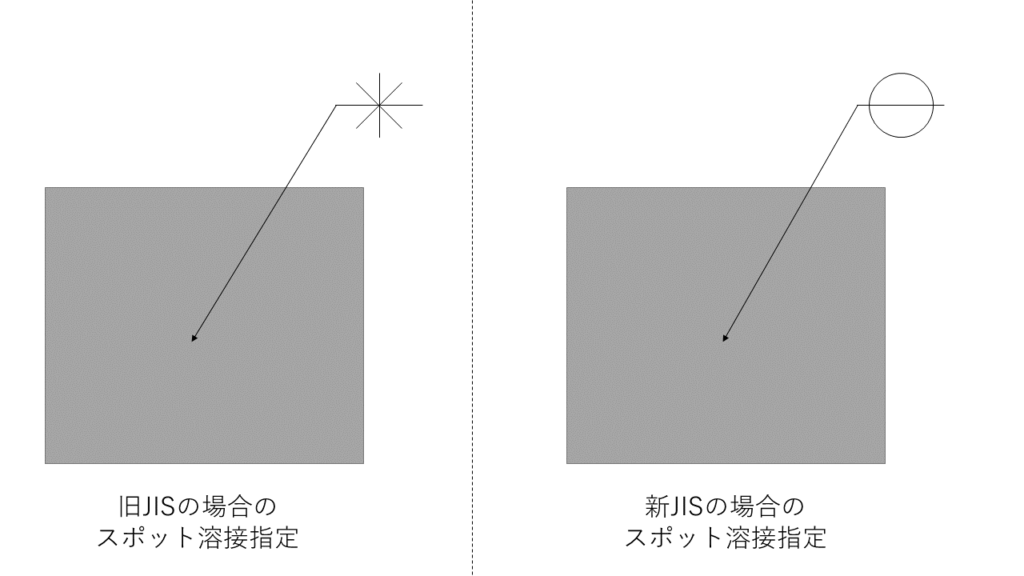
図面での指定方法は?
図面では、丸印または米印のように指定します。
旧JISの場合は米印、新JISの場合は丸印にて指定します。
( )の中の数字がある場合は、スポット溶接の個数を示しています。
また、記号の上下の線は、どちらの面を平らにするかを示しています。
スポット溶接のメリット
通常の溶接よりコストが低い
通常の溶接であれば、2つの板金部品を固定し、溶接棒を用いて、接触させる部分を融かしながら固定させます。
しかしスポット溶接の場合は、2つの板金を重ねて電流を流すので、通常よりも溶接にかかる時間が短くなります。
つまり、通常の溶接よりも短時間で加工できるので、低コスト化に繋がります。
板金1枚では作れない形状を作れる
板金1枚では、曲げや絞りのような加工はできますが、凸部を作ったりすることはできません。
スポット溶接を利用することによって、成形品のように複雑な形状を形作ることも可能です。
断面二次モーメントを大きくすることで、強度を上げるという方法も考えられます。

部品の組み立て工数を減らすことができる
通常は2つの部品を組み合わせる場合、ネジを使って組み立てるという方法が考えられます。
しかし、最初から組み合わせてあったらどうでしょうか。後から組み立てる必要がなくなります。
そのため、スポット溶接で部品を組み合わせておくことで、組立の工数を減らすことが可能です。
スポット溶接のデメリット
溶接部の強度が低い
板金と板金の間は、点接触で繋がっているものと考えられます。
そのため、通常の溶接のように線や面で繋がっているわけではないので、その分強度は弱くなります。
応力集中など、溶接部分に大きな力が発生しないよう注意が必要です。
溶接機を入れるスペースが必要
スポット溶接を行う場合、溶接機を入れる必要があります。
つまり箱型の形状を作る場合、中に溶接機を入れることができないので、作ることができません。
公差を大きくとる必要がある
溶接を行う場合、通常の板金加工よりも精度が粗くなってしまいます。
そのため公差は大きくとる必要があります。
例えば、形状変更で曲げ加工から溶接に修正する場合は注意が必要です。

まとめ
いかがだったでしょうか。
今回はスポット溶接について解説してきました。
まとめると以下のようになります。
- スポット溶接は、板金の一部を融かして接合する加工方法
- 電気を流す方法なので、通常の溶接よりも低コストで加工可能
- 強度や公差、加工制限には注意をする必要がある